
建設用3Dプリンタの直轄土木工事への適用が着実に増える中、国土交通省大臣官房技術調査課は令和8年3月16日、「建設用3Dプリンタによる造形物の出来形及び品質の確認に関する参考資料(案)」を策定・公表した。
これまで3Dプリンタによる造形物の品質管理や検査については、材料や造形方法に関する標準が存在しないため、現場ごとに受発注者間の個別協議で対応してきた経緯がある。
今回の参考資料(案)は、監督職員等が造形物の出来形および品質を確認するための「基本的な考え方」と、個別協議を円滑に進めるための留意点を整理したものだ。
本資料が対象としているのは、材料押出方式、すなわちノズルから材料を吐出し一層ずつ積み重ねる方式だ。
 (画像元:デジコン記事より引用/「Polyuse社製「材料押出方式」3Dプリンタ」)
(画像元:デジコン記事より引用/「Polyuse社製「材料押出方式」3Dプリンタ」)
もう一つの方式である材料吹付け方式(セメント系材料を組み立てた鉄筋に吹き付け一体化させる方式)については、これまでの直轄土木工事において実績が確認できなかったとして、本資料の対象外となっている。
材料押出方式は造形途中に鉄筋を配置することが難しいため、適用できるのは基本的に「従来、無筋コンクリートとして構築されていた構造物」または「鉄筋コンクリート構造物の埋設型枠等」に限られる。
国交省発表の巻末資料には直轄土木工事での施工実績14工種が掲載されており、曲線ベンチ・歩車道境界ブロック・集水ます・重力式擁壁・護岸パネル・魚道・橋梁下部工フーチングなど、多岐にわたる適用事例が紹介されている。
適用にあたり発注者が特に留意すべき点として国交省は3点を挙げている。
まず「適用する構造物の妥当性」として、これまでの実績範囲外の構造形式への適用が提案された場合は十分な検討が必要だ。
次に「再設計の必要性」。3Dプリンタ材料は粒径の大きな骨材を含まず単位体積重量が小さくなる傾向があるため、重力式擁壁などへ適用する場合は安定計算を再度実施しなければならない場合があるという。
そして「契約変更における留意」として、材料費は高価になりがちである一方で型枠不要・工期短縮などの特性もあることから、工事全体での設計変更の妥当性・必要性について受発注者で共通認識を図ることが求められている。
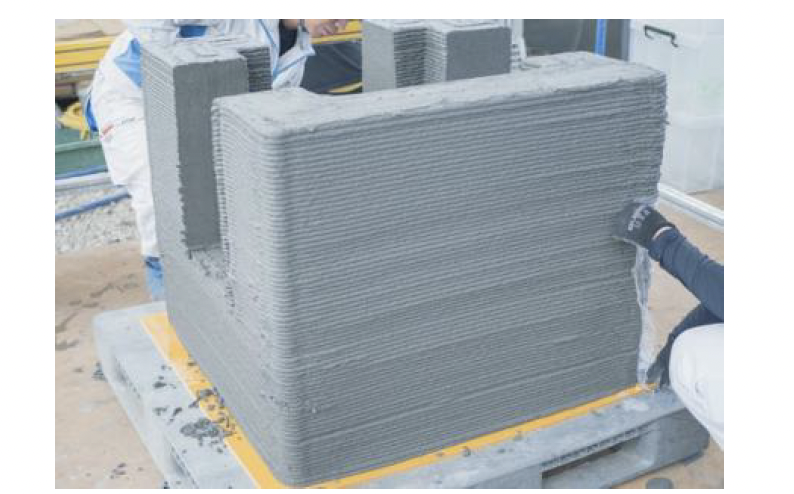
3Dプリンタの造形物には必ず「積層模様」が生じる。この点が、従来の場所打ちコンクリートとの最大の違いであり、これまで「どこを測ればいいのか」という現場の疑問に応える基準がなかった。
国交省の資料では、積層模様の凹凸の差は5mm程度であり、適正に造形されていれば現行の出来形管理基準(場所打ちコンクリート)の規格値を超過する可能性は「極めて小さい」としている。
 (画像元:国交省資料「3D プリンタによる造形物の一例」より引用)
(画像元:国交省資料「3D プリンタによる造形物の一例」より引用)
このため、測定項目・規格値等は現行の出来形管理基準に準拠することを基本としつつ、「積層表面のどこを測るか」については以下のように定義した。
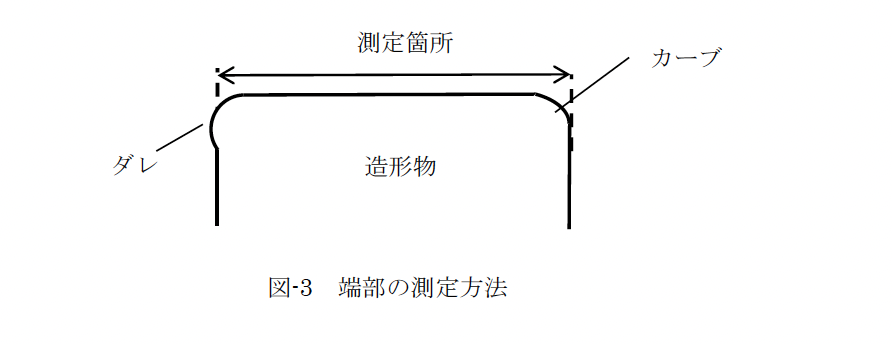
また、造形物端部は直角にならずカーブ状となり、ダレが生じることがある点についても記載されており、出来栄えへの影響を考慮した上で、取り扱いを受発注者間で事前に確認しておくことを基本とするとしている。
なお、表面の積層模様については「製造過程で必ず発生するもの」として、出来栄え評価の対象外とした。
ただし、性能や品質に影響がない程度の欠損等が生じている場合はマイナス評価としてよいとされている。
品質管理については、従来のレディーミクストコンクリートのようなJIS規格による品質保証制度が確立されていないことが3Dプリンタの最大の難点だ。
本資料ではこれに対し、確認すべき3つの項目を整理している。
JISに規定がある材料の場合は通常の品質管理基準を適用できるが、JISに規定がない材料やプレミックス材料を用いる場合は、材料メーカーの品質証明書(または試験成績書)とSDS(安全データシート)の両方が必要となる。
 (画像元:国交省資料「プリント材料の品質管理項目の一覧」より引用)
(画像元:国交省資料「プリント材料の品質管理項目の一覧」より引用)
造形途中に材料の種類や配合が変更された場合は、その都度確認が必要だ。
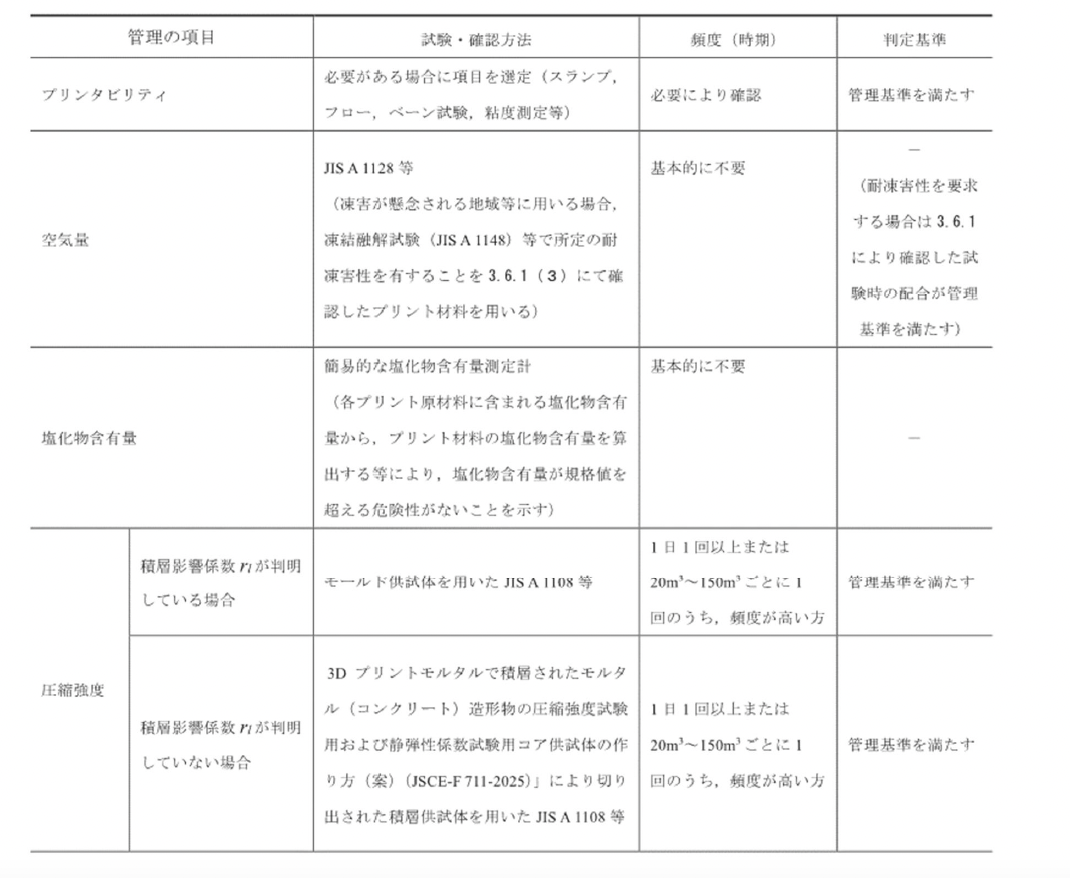
積層という造形方法に起因して型枠打設のコンクリートとは圧縮強度に差が生じることが研究で明らかになっている。
このため、土木学会の技術指針(案)に基づき、モールド供試体の試験値と積層供試体の試験値の比から「積層影響係数」を求め、これを用いた品質管理手法が示されている。
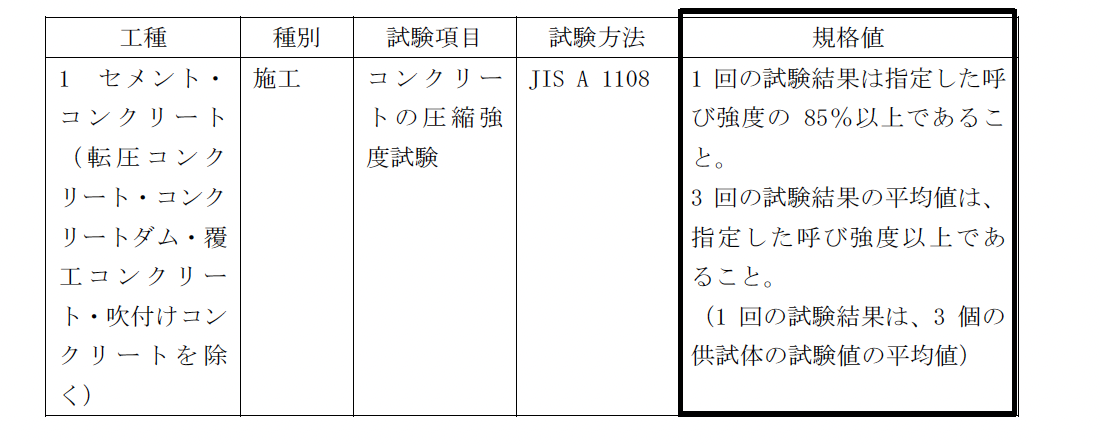 〈画像元:国交省資料「圧縮強度試験方法、規格値等/(土木工事施工管理基準及び規格値(案)から一部抜粋)より引用〉
〈画像元:国交省資料「圧縮強度試験方法、規格値等/(土木工事施工管理基準及び規格値(案)から一部抜粋)より引用〉
また、十分な試験データが蓄積されておらず強度試験値が呼び強度を下回る確率が不明な場合は、規格値を「すべての試験結果が呼び強度を上回ること」に変更する必要があるとしている。
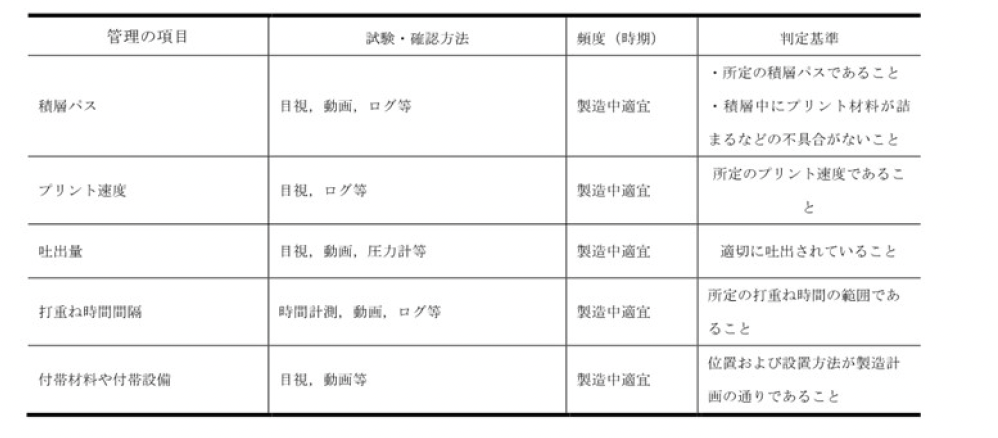
プリント速度・打ち重ね時間間隔・吐出量等のばらつきが造形物の品質に直結する。
データログが取れるプリンタであればログの提出を求め、取れないプリンタの場合は発注者あるいは施工者が製造現場に立ち会い積層プロセスを確認する等の措置が必要だとしている。
 (画像元:国交省資料「積層中の品質管理項目の一例より引用」)
(画像元:国交省資料「積層中の品質管理項目の一例より引用」)
なお、「造形物が所定の出来形を満足していれば積層プロセスは適正であったとみなす」という考え方も示されており、これまで直轄工事で使用した実績のあるプリンタと工種・規模の組合せ範囲内であれば、この考え方を適用することも可能としている。
今後については、第三者認証等の活用も視野に入れ、更なる知見の蓄積が求められると締めくくっている。
本参考資料(案)は国交省WEBサイトに掲載されている。
これまで3Dプリンタによる造形物の品質管理や検査については、材料や造形方法に関する標準が存在しないため、現場ごとに受発注者間の個別協議で対応してきた経緯がある。
今回の参考資料(案)は、監督職員等が造形物の出来形および品質を確認するための「基本的な考え方」と、個別協議を円滑に進めるための留意点を整理したものだ。
対象は「材料押出方式」に限定。無筋コンクリートや埋設型枠への適用が前提
本資料が対象としているのは、材料押出方式、すなわちノズルから材料を吐出し一層ずつ積み重ねる方式だ。
(画像元:デジコン記事より引用/「Polyuse社製「材料押出方式」3Dプリンタ」)もう一つの方式である材料吹付け方式(セメント系材料を組み立てた鉄筋に吹き付け一体化させる方式)については、これまでの直轄土木工事において実績が確認できなかったとして、本資料の対象外となっている。
材料押出方式は造形途中に鉄筋を配置することが難しいため、適用できるのは基本的に「従来、無筋コンクリートとして構築されていた構造物」または「鉄筋コンクリート構造物の埋設型枠等」に限られる。
国交省発表の巻末資料には直轄土木工事での施工実績14工種が掲載されており、曲線ベンチ・歩車道境界ブロック・集水ます・重力式擁壁・護岸パネル・魚道・橋梁下部工フーチングなど、多岐にわたる適用事例が紹介されている。
適用にあたり発注者が特に留意すべき点として国交省は3点を挙げている。
まず「適用する構造物の妥当性」として、これまでの実績範囲外の構造形式への適用が提案された場合は十分な検討が必要だ。
次に「再設計の必要性」。3Dプリンタ材料は粒径の大きな骨材を含まず単位体積重量が小さくなる傾向があるため、重力式擁壁などへ適用する場合は安定計算を再度実施しなければならない場合があるという。
そして「契約変更における留意」として、材料費は高価になりがちである一方で型枠不要・工期短縮などの特性もあることから、工事全体での設計変更の妥当性・必要性について受発注者で共通認識を図ることが求められている。
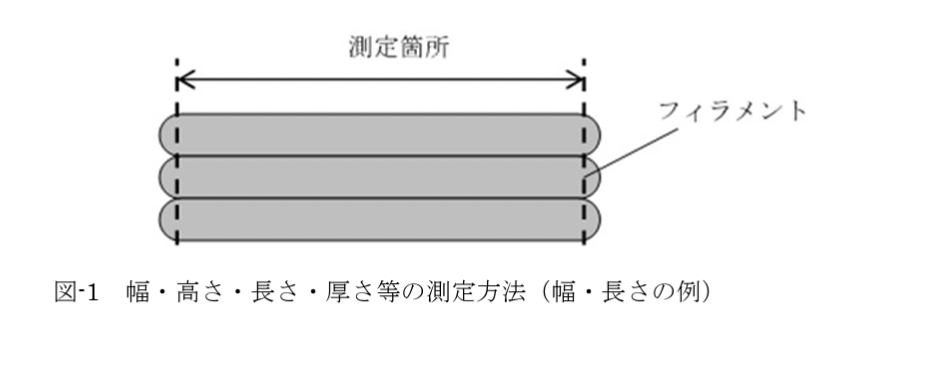
出来形確認は「凹部で測るか、凸部で測るか」。積層表面の計測位置を初めて定義
3Dプリンタの造形物には必ず「積層模様」が生じる。この点が、従来の場所打ちコンクリートとの最大の違いであり、これまで「どこを測ればいいのか」という現場の疑問に応える基準がなかった。
国交省の資料では、積層模様の凹凸の差は5mm程度であり、適正に造形されていれば現行の出来形管理基準(場所打ちコンクリート)の規格値を超過する可能性は「極めて小さい」としている。
(画像元:国交省資料「3D プリンタによる造形物の一例」より引用)このため、測定項目・規格値等は現行の出来形管理基準に準拠することを基本としつつ、「積層表面のどこを測るか」については以下のように定義した。
- 構造物の幅・高さ・長さ・厚さ等、構造上の要求性能に影響する場合:「凹部で測定」する。
- 凹部を直接計測できない場合:凸部より5mm控除した箇所を測定箇所とみなす。
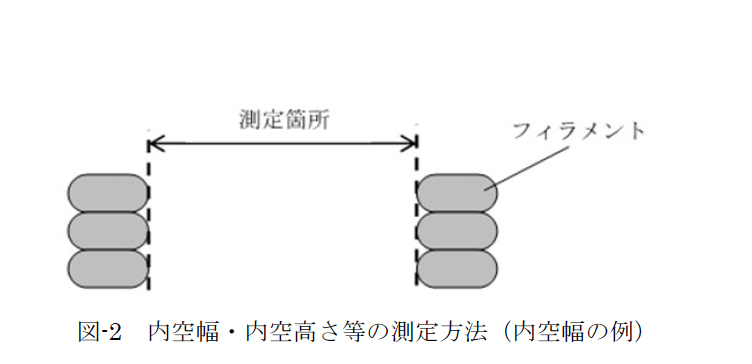
- 内空幅・内空高さ等の空間確保が必要な場合:縁端を考慮して「凸部で測定」する。
また、造形物端部は直角にならずカーブ状となり、ダレが生じることがある点についても記載されており、出来栄えへの影響を考慮した上で、取り扱いを受発注者間で事前に確認しておくことを基本とするとしている。
なお、表面の積層模様については「製造過程で必ず発生するもの」として、出来栄え評価の対象外とした。
ただし、性能や品質に影響がない程度の欠損等が生じている場合はマイナス評価としてよいとされている。
品質管理の鍵は「積層影響係数」と「積層プロセスのログ確認」。JIS規格のない現状への対応を整理
品質管理については、従来のレディーミクストコンクリートのようなJIS規格による品質保証制度が確立されていないことが3Dプリンタの最大の難点だ。
本資料ではこれに対し、確認すべき3つの項目を整理している。
プリント原材料の品質について
JISに規定がある材料の場合は通常の品質管理基準を適用できるが、JISに規定がない材料やプレミックス材料を用いる場合は、材料メーカーの品質証明書(または試験成績書)とSDS(安全データシート)の両方が必要となる。
(画像元:国交省資料「プリント材料の品質管理項目の一覧」より引用)造形途中に材料の種類や配合が変更された場合は、その都度確認が必要だ。
プリント材料の品質(圧縮強度)については、
積層という造形方法に起因して型枠打設のコンクリートとは圧縮強度に差が生じることが研究で明らかになっている。
このため、土木学会の技術指針(案)に基づき、モールド供試体の試験値と積層供試体の試験値の比から「積層影響係数」を求め、これを用いた品質管理手法が示されている。
〈画像元:国交省資料「圧縮強度試験方法、規格値等/(土木工事施工管理基準及び規格値(案)から一部抜粋)より引用〉また、十分な試験データが蓄積されておらず強度試験値が呼び強度を下回る確率が不明な場合は、規格値を「すべての試験結果が呼び強度を上回ること」に変更する必要があるとしている。
積層プロセスの妥当性について
プリント速度・打ち重ね時間間隔・吐出量等のばらつきが造形物の品質に直結する。
データログが取れるプリンタであればログの提出を求め、取れないプリンタの場合は発注者あるいは施工者が製造現場に立ち会い積層プロセスを確認する等の措置が必要だとしている。
(画像元:国交省資料「積層中の品質管理項目の一例より引用」)なお、「造形物が所定の出来形を満足していれば積層プロセスは適正であったとみなす」という考え方も示されており、これまで直轄工事で使用した実績のあるプリンタと工種・規模の組合せ範囲内であれば、この考え方を適用することも可能としている。
今後については、第三者認証等の活用も視野に入れ、更なる知見の蓄積が求められると締めくくっている。
本参考資料(案)は国交省WEBサイトに掲載されている。
参考・画像元:国土交通省大臣官房技術調査課プレスリリースより / TOP画像元:デジコン編集部撮影「Polyuse社3Dプリンタ」
WRITTEN by
