

大林組は、アーク溶接の手法を応用したWAAM技術を用いて、炭素鋼およびステンレス鋼を造形する金属3Dプリンターを開発し、有機的形状の大型モックアップ「The brænch(ザ・ブレンチ)™」を製造した。
従来の鋳造と比較して大幅なコストと納期の削減を実現している。
建設業界では就労人口の減少などを背景に、施工の自動化や省力化のニーズが高まっており、建設用3Dプリンターの活用が進んでいる。
その多くはセメント系材料を用いた3Dプリンターだが、製作物を使用する条件や環境に合わせて、金属や樹脂など材料の使い分けが必要となる。
特に金属部材は、形状やサイズが決められた規格品は幅広く流通しているものの、特殊な形状の部材を一品生産する場合や、多品種を少量生産する場合はコストやリードタイムに課題があり、3Dプリンター技術の発展が期待されていた。
大林組が開発した金属3Dプリンターは、WAAM(Wire-Arc Additive Manufacturing)技術を採用している。
この技術は金属構造物に一般的に使われているアーク溶接と同様の仕組みで積層するもので、大型部材にも対応でき、高速かつリーズナブルに部材を製造できる手法である。
しかし、WAAM技術による金属3Dプリンターは、非鉄金属の適用例は多いものの、建設工事において多用される炭素鋼では、効率的なスラグの除去方法や造形精度の確保が課題となっていた。
 (造形物の一例)
(造形物の一例)
大林組はこれらの課題に対し、材料の組み合わせや溶接パラメータを最適化したスラグの生じない溶接法を用いて炭素鋼の部材を造形する金属3Dプリンターを開発した。
今回製造したザ・ブレンチでは、この金属3Dプリンターを用いて主材を造形しているほか、各種強度試験を行うことでその造形品質を確認し、炭素鋼から形状自由度の高い部材を製作する上での知見を獲得している。
ザ・ブレンチは、金属3Dプリンターの特色を引き出すことをコンセプトにデザインされている。
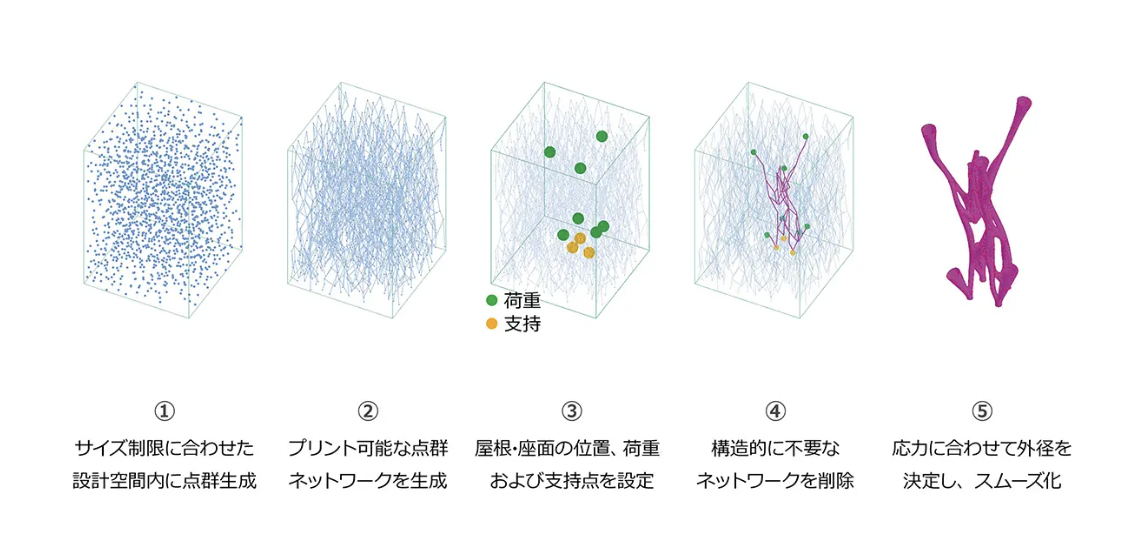
形状の決定にあたっては、新たに開発した設計支援システム(特許出願中)を用いて、設計空間内の無数の点群をつなぐプリント可能なネットワークを作成した上で、屋根や座面の位置およびそれらの支持点を設定し、構造的に不要なネットワークを間引くことで樹状の支持部材を半自動的に生成する手法を採用している。
決定した形状は、金属3Dプリンターで製作可能なサイズを考慮し、30体のピースに分割して製造された。
各ピースは異なる形状でありながら、効率を落とすことなく最小限のリードタイムにて製造でき、従来の鋳造による製造方法と比較してコストや納期の大幅な削減が可能であることが確認された。
モックアップは樹脂製の屋根と座面を取り付けて完成し、その後、暴露試験で金属3Dプリンターで製造された部材の耐久性などを評価する予定である。
従来の鋳造と比較して大幅なコストと納期の削減を実現している。
スラグを生じない最適化溶接技術と半自動設計システムで複雑形状の金属構造物を30分割で効率製造
建設業界では就労人口の減少などを背景に、施工の自動化や省力化のニーズが高まっており、建設用3Dプリンターの活用が進んでいる。
その多くはセメント系材料を用いた3Dプリンターだが、製作物を使用する条件や環境に合わせて、金属や樹脂など材料の使い分けが必要となる。
特に金属部材は、形状やサイズが決められた規格品は幅広く流通しているものの、特殊な形状の部材を一品生産する場合や、多品種を少量生産する場合はコストやリードタイムに課題があり、3Dプリンター技術の発展が期待されていた。
大林組が開発した金属3Dプリンターは、WAAM(Wire-Arc Additive Manufacturing)技術を採用している。
この技術は金属構造物に一般的に使われているアーク溶接と同様の仕組みで積層するもので、大型部材にも対応でき、高速かつリーズナブルに部材を製造できる手法である。
しかし、WAAM技術による金属3Dプリンターは、非鉄金属の適用例は多いものの、建設工事において多用される炭素鋼では、効率的なスラグの除去方法や造形精度の確保が課題となっていた。
(造形物の一例)大林組はこれらの課題に対し、材料の組み合わせや溶接パラメータを最適化したスラグの生じない溶接法を用いて炭素鋼の部材を造形する金属3Dプリンターを開発した。
今回製造したザ・ブレンチでは、この金属3Dプリンターを用いて主材を造形しているほか、各種強度試験を行うことでその造形品質を確認し、炭素鋼から形状自由度の高い部材を製作する上での知見を獲得している。
ザ・ブレンチは、金属3Dプリンターの特色を引き出すことをコンセプトにデザインされている。
形状の決定にあたっては、新たに開発した設計支援システム(特許出願中)を用いて、設計空間内の無数の点群をつなぐプリント可能なネットワークを作成した上で、屋根や座面の位置およびそれらの支持点を設定し、構造的に不要なネットワークを間引くことで樹状の支持部材を半自動的に生成する手法を採用している。
決定した形状は、金属3Dプリンターで製作可能なサイズを考慮し、30体のピースに分割して製造された。
各ピースは異なる形状でありながら、効率を落とすことなく最小限のリードタイムにて製造でき、従来の鋳造による製造方法と比較してコストや納期の大幅な削減が可能であることが確認された。
モックアップは樹脂製の屋根と座面を取り付けて完成し、その後、暴露試験で金属3Dプリンターで製造された部材の耐久性などを評価する予定である。
WRITTEN by
